■ FOLIENHERSTELLUNG // aus Erdöl wird durch verschiedene chemische Verfahren ein Granulat aus Polyethylen (PE) hergestellt
// unter Zugabe verschiedener Additive, die mit dem Basisgranulat verschmolzen werden, erhält eine Folie im Produktionsprozess unterschiedliche Eigenschaften (Bsp. stumpf, glatt, anti-statisch, eingefärbt etc.)
// über eine sogenannte Förderschnecke wird das eingeschmolzene Granulat in ein Werkzeug gepresst und durch 2 unterschiedliche Verfahren verarbeitet:
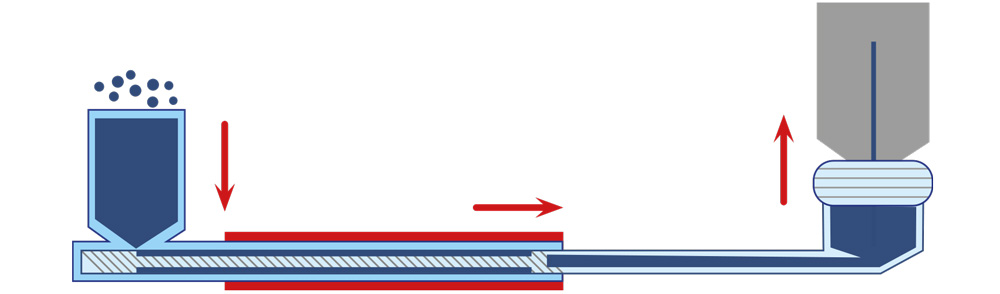
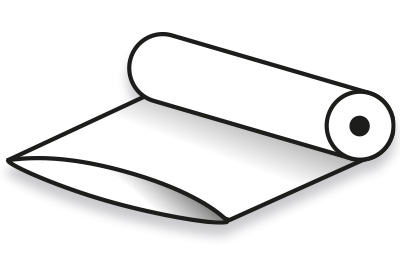
Blasfolien-Extrusion („Blasen“)
Das geschmolzene Granulat wird mit Druckluft durch die Öffnung des Extruders geblasen und steigt als Folienschlauch auf. Nach der Abkühlung wird die Folie zur Weiterverarbeitung aufgerollt. Dann folgt die Fertigung in Beutel, Säcke, Zuschnitte, Flachfolien etc.
- Material in beide Richtungen dehnbar
- Glatte Außenseite
- Hohe Haltekraft
- Druckverschluss
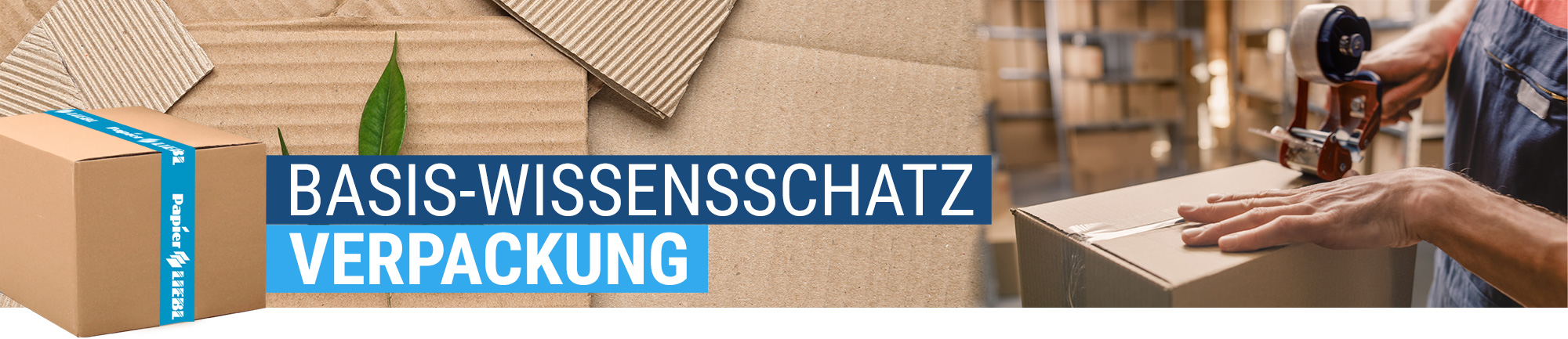
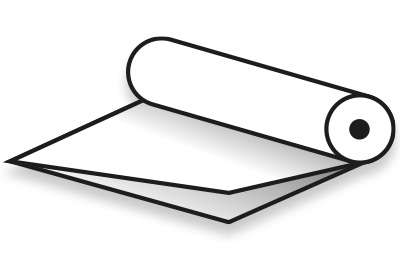
Castfolien-Extrusion („Gießen“)
Das geschmolzene Granulat wird auf einer rotierenden Walze verteilt und nach der Abkühlung zur Weiterverarbeitung aufgerollt.
- Material nur in Längsrichtung dehnbar
- Geräuscharmes Abrollverhalten
- Hauptanwendung: Stretchfolie
■ FOLIENTYPEN
LD-PE
HD-PE
LLD-PE
MD-PE
COEX
Low-Density >> niedrige Dichte
High Density >> hohe Dichte
Linear-Low-Density >> Spezialqualität auf LD-PE Basis
Mischung verschiedener PE-Granulate
Folie aus mehreren Schichten
Transparent
Milchig
Transparent
Milchig
Milchig
Weich-elastisch
Zäh-Elastisch
extrem dehnfähig
Extrem reißfest
Je nach Mischung
Schrumpffähigkeit
Keine Schrumpffähigkeit
Stärkenreduzierung möglich
Stärkenreduzierung möglich
Stärkenreduzierung & Regeneratzugabe möglich
0,92 g/cm³
0,96 g/cm³
0,92 g/ cm³
0,94 g/cm³
unterschiedlich
■ WICHTIGE VERARBEITUNGSVARIANTEN VON FOLIE
Flachfolie
Schlauchfolie
Halbschlauchfolie
Seitenfaltenschlauchfolie
Flachbeutel
Seitenfaltenbeutel
Klappenbeutel
Blockbeutel
Flachfolienzuschnitt
Seitenfaltenhaube
Y-Haube
Stretchfolie
■ WICHTIGE VERSCHLUSSARTEN FÜR BEUTEL
Druckverschluss
Kordelzug
Gleitverschluss
Adhäsionsverschluss
■ WOZU STRETCHFOLIE?
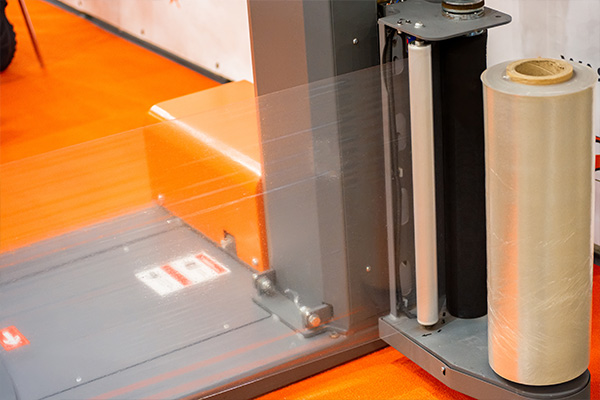
Der Einsatz von Stretchfolien, hergestellt aus LLDPE, dient zur Transportsicherung von verschieden-sten Waren.
Die Folie wird manuell (Handstretchfolie) oder per Maschine (Maschinenstretchfolie) gedehnt und stellt durch Ihre Rückstellkraft eine feste Verbindung zwischen Palettenfuß und Ladung her. Der Einsatz von Stretchfolien ist weit verbreitet, effektiv und kostengünstig.
Mit der Auswahl der richtigen Stretchfolie spart ein Unternehmen Zeit, Kosten und Aufwand!
Die wichtigsten Auswahlkriterien sind Stärke (Bsp. 23 µ) und Dehnfähigkeit. (Bsp. 250 %).
HANDSTRETCHFOLIEN
6 Rollen pro Karton / 240 Rollen pro Palette
Kerngewicht 300 g
Versand auf Europalette
Standardrollen haben eine Breite von 500 mm, 300 lfm. und eine Stärke von 17 / 20 / 23 µ.
Der Kern ist im Innendurchmesser 50 mm und wiegt ca. 300 g.
Daneben gibt es sogenannte „Kurzrollen“ mit lediglich 260 oder 270 lfm. am Markt, die oft ohne
Längenangabe verkauft werden. (Immer beim Kunden nachfragen oder prüfen!!!)
Vorgedehnte Handstretchfolien, die überwiegend im Lebensmittelbereich eingesetzt werden sind in
der Regel schmaler bei deutlich erhöhter Lauflänge (Bsp. 430 mm x 600 lfm. x 8 µ)
MASCHINENSTRETCHFOLIEN
16 kg pro Rolle / 608 kg pro Palette
Kerngewicht zwischen 1 kg und 1,6 kg
Versand auf Europalette
Standardrollen haben eine Breite von 500 mm bei unterschiedlichen Lauflängen je nach Stärke von 17 / 20 / 23 µ. Der Kern misst im Innendurchmesser in der Regel 76 mm.
Maschinenstretchfolie wird immer „brutto“ angegeben und berechnet. (Gewicht inklusive Kern-gewicht) Deshalb spielt das Kerngewicht eine nicht unerhebliche Rolle, da der Kern deutlich
günstiger als Folie ist. (Bei 1,6 kg-Kern >> 600 g weniger Folie als mit 1 kg-Kern)
■ FOLIENQUALITÄTEN
Standard-Stretchfolie
Besitzt eine Dehnfähigkeit von rund 150 % >> 1 m Folie auf Rolle wird zu 2,50 m Folie an der Palette
Hergestellt aus Standard-Granulaten (C4)
Hergestellt aus hochwertigen, kostenintensiven Granulaten
Überwiegend in den Stärken 17 µ / 20 µ / 23 µ im Einsatz
Geeignet für „normale“ Lasten, da moderate Rückstellkräfte entstehen
Keine zusätzliche Kostenreduzierung möglich
Mengen am Markt nehmen ab, aber immer noch weit verbreitet im Einsatz
Sowohl als Hand und Maschinenstretchfolie viel verwendet
Power-Stretchfolie
Besitzt eine Dehnfähigkeit von bis zu 400 % >> 1 m Folie auf Rolle wird zu 5 m Folie an der
Palette
Hergestellt aus hochwertigen, kostenintensiven Granulaten (C6 / C8)
Überwiegend in den Stärken von 15 µ bis35 µ im Einsatz
Geeignet zur Sicherung von schweren Lasten bei geringem Folienverbrauch, da große Rückstellkräfte entstehen
Kostenreduzierung gegenüber Standard-Stretchfolie durch den Einsatz von weniger Folie, bei gleicher Haltekraft
Einsatz häufig auf komplexen Vollautomaten, die mit Hochgeschwindigkeit laufen, schnell anfahren und die Folie an die Belastungsgrenzen bringen
Vorwiegend als Maschinenstretchfolie verwendet
Vorgedehnte Stretchfolie
Besitzt nahezu keine Dehnfähigkeit mehr >> 1 m Folie auf Rolle wird zu 1 m Folie an der Palette
Überwiegend in den Stärken von 5 µ bis 12 µ im Einsatz
Hergestellt aus Standard-Granulaten (C4)
Geeignet zur Sicherung von Leichtgut oder als Staubschutz, da beim Wickeln kaum Rückstellkräfte entstehen
Kostenreduzierung gegenüber Standard-Stretchfolie, wenn keine üppigen Haltekräfte benötigt werden
Funktioniert nicht mit eingestelltem Prestretch >> Folie reißt
Vorwiegend als Handstretchfolie verwendet
■ VERSCHIEDENE STRETCHWICKLER & GEEIGNETE FOLIEN
Anlegespannung entsteht zwischen der abgebremsten Walze des Folienschlittens und der Palettenware. Je schneller sich die Palette dreht, umso mehr verliert die Folie an Breite. Die Kräfteübertragen sich auf die Palette und sichern die Ware, da die Folie in Ihre Ursprungsform zurückdrängt.
Folienvorreckung entsteht im Folienschlitten wischen zwei unterschiedlich schnell drehenden Walzen. Die Folie wird gleichmäßig auseinandergezogen, wird dünner, behält aber Ihre Breite. Es entstehen keine Kräfte, die auf die Palette ausgeübt werden.
Folienschnitte mit mechanischer Bremse
Die Anlegespannung wird mechanisch mit einem Hebel an der Folienbremse eingestellt.
Die Ware auf der Palette sollte ein Gewicht von mindestens 250 kg haben, sonst verzieht sich die Ware durch die Anlegespannung auf der Palette.
Durch das fehlende Pre-Stretch-System wird keine Einsparung an Folie erzielt. System geeignet für: Standard-MSF / Vorgedehnte MSF >> 1 m Folie auf der Rolle = 1 m Folie an der Palette
Folienschlitten mit elektromechanischer Bremse
Die Anlegespannung wird durch ein Display an der Maschine stufenlos eingestellt.
Die Ware auf der Palette sollte ein Gewicht von mindestens 250 kg haben, sonst verzieht sich die Ware durch die Anlegespannung auf der Palette.
Durch das fehlende Pre-Stretch-System wird keine Einsparung an Folie erzielt. System geeignet für: Standard-MSF / Vorgedehnte MSF >> 1 m Folie auf der Rolle = 1 m Folie an der Palette
Folienschlitten mit integriertem Prestretch-System
Zwei Walzen, die mit unterschiedlichen Geschwindigkeiten laufen, stretchen die Folie in Ihrer gesamten Breite vor und verdünnen somit das Material je nach Einstellung der Geschwindigkeiten.
Die Vorreckung kann perfekt auf die eingesetzte Folie abgestimmt werden. Auch Waren mit weniger Gewicht können gestretcht werden, ohne, dass die Ware von der Palette gezogen wird.
Es kann eine deutliche Materialeinsparung an Folie erzielt werden.
System geeignet für: Standard-MSF / Power-MSF >> 1 m Folie auf der Rolle = bis zu 5 m Folie an der Palette (je nach eingesetzter Folie und Einstellung / Bsp. hier: 23 µ / 400 %)
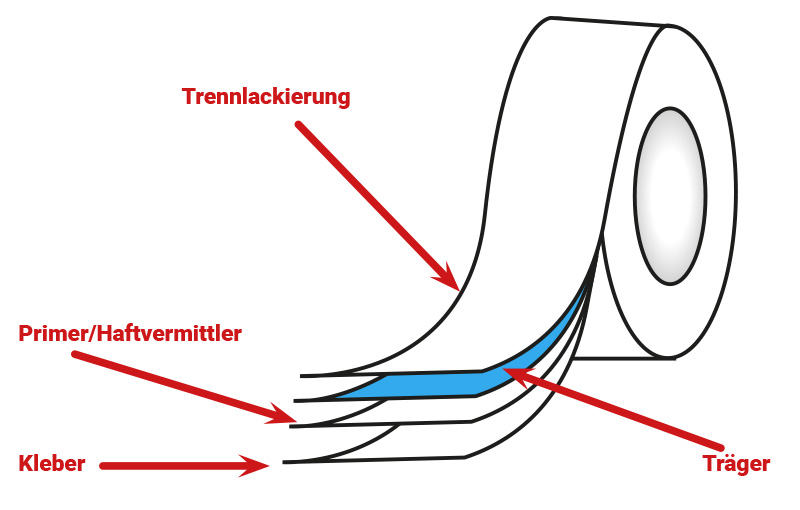
■ AUFBAU EINES KLEBEBANDES
Vom einfachen Folienklebeband, über doppelseitiges Klebeband bis hin zu Klebebändern mit Sondereigenschaften für spezifische Anwendungen – die Anforderungen und Eigenschaften von Klebebändern sind sehr differenziert. Dennoch bestehen alle Klebebänder aus verschiedenen Schichten, die unterschiedliche Aufgaben erfüllen. Das zeigt der Aufbau eines einfachen Packbandes:
Trennlackierung
sorgt für leichtes Abrollen
Trägermaterial
bestimmt Dehnungseigenschaften und Reißfestigkeit
Primer/Haftvermittler
sorgt für Verankerung der Klebemasse
Kleber
ist entscheidend für die Verschlusssicherheit
Rollenkern
zur Abwicklung und Stabilität der Rolle
■ DIE WICHTIGSTEN TRÄGERMATERIALIEN
PVC (Polyvinylchlorid)
sehr widerstandsfähig, flexibel, unempfindlich gegen Randverletzungen
witterungsbeständiger und geschmeidiger als PP / immer leise abrollend
Durchstoßtest mit einem Kugelschreiber: Band bleibt stabil / es entsteht lediglich ein Loch
PP (Polypropylen)
ssehr hohe Reißfestigkeit und beständig gegen Lösungsmittel /li>
günstiger als PVC
Durchstoßtest mit einem Kugelschreiber: Band reißt komplett durch
Papier
nachhaltiges Trägermaterial (Umweltgedanke)
leicht von Hand abreißbar
mit Hotmelt- oder Naturkautschuk – Kleber erhältlich
■ KLEBESTOFFE
Acrylat
Synthetisch gewonnener Klebstoff auf Wasserbasis
Hohe Transparenz und UV-Beständigkeit
Alterungsbeständig
Geruch nach Lösungsmittel
Hotmelt
Synthetischer Kautschuk
Haftet sehr schnell
Hoch transparent und leicht abzurollen
Geruch verbrannt
Naturkautschuk
Natürlicher Klebstoff aus dem Milchsaft des Kautschukbaumes
Hochwertiger Klebstoff mit sehr hoher Klebekraft nach geringer Kontaktzeit
Empfindlich gegenüber U-Strahlung und extremen Temperaturen
Leichte und rückstandslose Entfernung
milchig / keine gute Transparenz
Geruch nach Latex
■ WELCHES KLEBEBAND FÜR WELCHEN EINSATZ
Anwendungsbereich
Klebeband
Entscheidungskriterien
Leichte Pakete bis 10 kg
PP Acrylat laut 23 µ / 25 µ
Ausreichende Klebekraft Gute Dauerhaftung Sehr Günstig
Mittelschwere Pakete bis 20 kg
PP Acrylat leise 28 µ PP Naturkautschuk laut 25 µ PP Hotmelt laut 25 µ PP leise Spezialklebeband
Sehr gute Klebkraft Höchste Reißfestigkeit Entspricht Vorgaben für Gefahrgutversand
Luftfrachtversand und Arzneimittel
PET-Sicherheitsklebeband
Sehr gute Klebkraft Manipulationssicher Entspricht Vorgaben der Pharma-Industrie
■ PROFESSIONELLE ANWENDUNG
Um eine optimale Verklebung zu erreichen, sollten Klebebänder stets mit einem Abroller bzw. einer Maschine verarbeitet werden.
Das Klebeband darf nicht über den Karton gezogen werden, sondern muss mit der Andruckrolle sauber abgerollt werden, damit eine gute Haftung zustande kommt.
Die Verarbeitung sollte in einer trockenen Umgebung bei Temperaturen zwischen 20 und 30 Grad erfolgen.
Zur Lagerung von Klebebändern empfehlen sich kühle, abgedunkelte Räume.
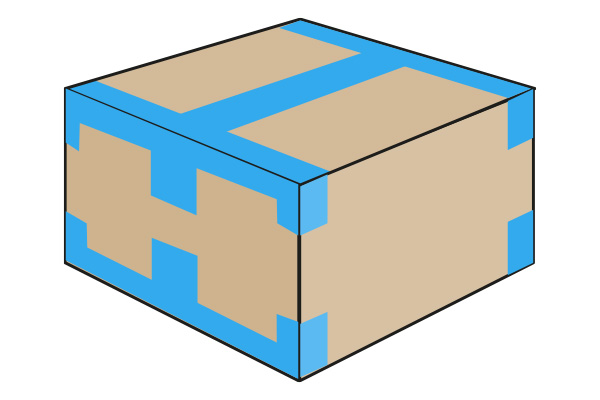
2-Streifenverschluss
Standardverschluss für Kartons mit geringen Transportbelastungen
Ausreichend bei leichtem Packgut
Zwei umlaufende Klebestreifen
Verschluss für schwere Kartons
Für lange Transportzeiten
Stabilisierung ähnlich einem Umreifungsband
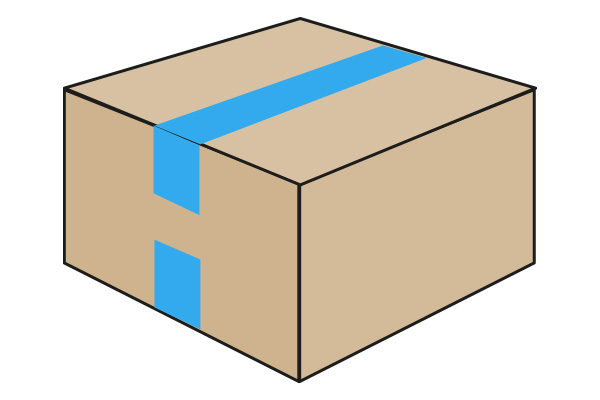
Doppel-T-Verschluss
Für extrem hohe Transportbelastungen
Optimaler Verschluss
Schutz für Kanten und Ecken
■ BEDRUCKUNG VON KLEBEBÄNDERN
Je nach Klebebandtyp, Druckmotiv und qualitativem Anspruch werden unterschiedlichste Druck-techniken angewandt.
Positiv- oder Negativdruck?
Bereits das Druckmotiv entscheidet darüber, ob der Farbauftrag im Positiv- oder Negativdruck erfolgen sollte. Bei einem Positivdruck wird lediglich das Druckmotiv (Logo, Schriftzug etc.) farbig aufgetragen. Hierfür wird ein Klischee (Druckmatte) mit erhabenem Motiv als Druckform erstellt. Es erfolgt kein vollflächiger Druck, das Klebeband behält also seine ursprüngliche Farbe bei. Diese Technik eignet sich ideal für farbige Logodrucke auf weißen Bändern.
Ganz anders der Negativdruck: Hier wird das Klebeband vollflächig bedruckt, das eigentliche Motiv allerdings ausgespart. Das Ergebnis ist ein Motiv in Bandfarbe mit farbigem Umfeld.
blauer Positivdruck auf weißem Klebeband
Blauer Negativdruck auf weißem Klebeband (Motiv in Bandfarbe)
Oberflächendruck oder Konterdruck?
Ein Oberflächendruck wird oberseitig auf das Klebeband aufgetragen. Der Vorteil dieses Druckverfahrens liegt darin, dass bereits kleine Mengen an Klebebändern bedruckt werden können (1- und 2-farbig bedruckt ab 36 Rollen). Großes Manko ist allerdings die fehlende Abriebfestigkeit des maximal 4-farbigen Aufdrucks. Feine Darstellungen sind nur begrenzt möglich. Ferner drohen Farbabweichungen, wenn ein eingefärbtes Band (z. B. gelb) mit einem farbigen Oberflächendruck (z.B. blau) versehen werden soll (gelb + blau = grün). Hinzu kommt, dass die Rollen nicht immer kantengerade gewickelt werden. Insbesondere bei einem negativen Oberflächendruck kann Farbe so an den Rollenseiten verkleben und das Klebeband beim Abrollen einreißen lassen. Low Noise-Klebebänder können nur mit einem positiven Oberflächendruck versehen werden, drohen hierdurch jedoch lauter abzurollen. Für Oberflächendrucke empfiehlt sich daher stets die Verwendung von PVC-Klebebändern. Diese rollen auch mit Aufdruck leise ab.
Alternativ ist ein Konterdruck möglich. Die Trägerfolie wird unterseitig bedruckt und erst im Anschluss mit der Klebemasse beschichtet. Der Aufdruck wird -quasi- in das Klebeband eingebettet. Vorteil: Der Druck ist absolut abriebfest. Darüber hinaus können Konterdrucke durch eine hervorragende Druckqualität und Farbwiedergabe überzeugen – selbst vielfarbige Drucke und Fotoprints sind möglich. Die Rollen werden kantengerade gewickelt und seitliche Farbkanten somit verhindert. Nachteilig ist allerdings, dass Konterdrucke erst bei größeren Abnahmemengen möglich sind. Technisch bedingt ist ein Konterdruck bei PVC-Klebebändern nicht möglich.
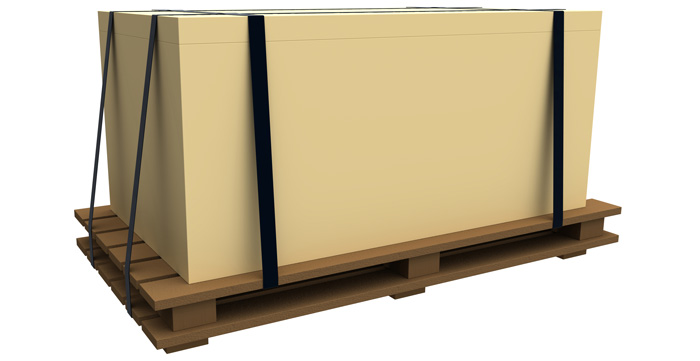
■ WARUM BENÖTIGT MAN UMREIFUNGSBAND?
Umreifungsband ist ein wesentlicher Bestandteil der Verpackungs- und Logistikindustrie, da es zur sicheren Bündelung und Stabilisierung von Waren während des Transports verwendet wird. Es bietet eine kostengünstige und effektive Möglichkeit, Ladungen auf Paletten zu sichern und Beschädigungen zu vermeiden. Umreifungsband sorgt dafür, dass Waren während des Transports nicht verrutschen, auseinanderfallen oder beschädigt werden. Es hilft, die Stabilität der Ladung zu erhöhen und das Risiko von Transportschäden zu minimieren. Zudem erleichtert es das Handling und die Lagerung von Waren.
Es gibt verschiedene Arten von Umreifungsbändern. Kunststoffband, hergestellt aus Polypropylen (PP) oder Polyester (PET), ist leicht, flexibel und korrosionsbeständig und eignet sich besonders für leichte bis mittelschwere Anwendungen. Stahlband bietet die höchste Festigkeit und wird für schwere und sperrige Güter verwendet, da es besonders widerstandsfähig gegenüber extremen Bedingungen ist. Textilband, aus Polyestergewebe gefertigt, kombiniert Flexibilität mit hoher Reißfestigkeit und eignet sich für empfindliche oder scharfe Güter.
FIXIERUNG DER UMREIFUNGSBÄNDER
Umreifungsbänder können auf verschiedene Weisen fixiert werden, abhängig von der Art des Bandes und den Anforderungen der Anwendung. Manuelle Spann- und Verschlussgeräte ermöglichen das manuelle Spannen und Verschließen des Bands mit Hilfe von Verschlusshülsen oder Metallklemmen. Halbautomatische Umreifungsmaschinen spannen, verschließen und schneiden das Band automatisch, was den Prozess beschleunigt und konsistente Ergebnisse liefert. Vollautomatische Umreifungsmaschinen sind in Verpackungslinien integriert und führen den gesamten Umreifungsprozess ohne manuelles Eingreifen durch, ideal für hohe Volumina und wiederholbare Prozesse. Akku-Umreifungsgeräte, tragbare, batteriebetriebene Geräte, bieten Flexibilität und Mobilität und eignen sich für verschiedene Umgebungen. Insgesamt stellt das Umreifungsband eine unverzichtbare Lösung für die Sicherung von Waren dar und ist in verschiedenen Ausführungen und mit unterschiedlichen Fixierungsmöglichkeiten erhältlich, um den spezifischen Anforderungen der jeweiligen Anwendung gerecht zu werden.
■ PRODUKTIONSPROZESS KUNSTSTOFFBAND
Extrusion
Das Granulat (bei PP wird Virgin Material und Recycling-Material gemischt) bzw. die PET-Flakes (100% Recycling) werden im Extruder aufgeschmolzen.
Das aufgeschmolzene Material wird durch Mehrschlitzdüsen extrudiert und die Schmelze anschließend im Wasserbad bis zur Erstarrung abgekühlt.
Verstreckung
Mithilfe des Reckprozesses wird das erhitzte Band in Wärmeöfen bis zu den gewünschten technischen Eigenschaften wie Zugfestigkeit und Dehnung verstreckt.
Durch vorab definierte Parameter wird die Produktion gesteuert und ständig überwacht.
Prägung
Der Prägungsprozess erhöht die Steifigkeit des Umreifungsbandes.
Die verringerte Kontaktoberfläche und die höhere Bandsteifigkeit verbessern das Bandeinschussverhalten in den Umreifungsmaschinen.
Fixierung
Das Umreifungsband wird im Fixierkanal erwärmt. Innere Spannungen und Kräfte werden dadurch abgebaut, das Band erhält Formstabilität, es wird und bleibt gerade.
Das Abkühlen des Bandes auf Raumtemperatur verhindert zudem eine spätere Wärmeschrumpfung.
Wicklung
Die PP- und PET- Bänder werden je nach benötigter Lauflänge vollautomatisch aufgewickelt.
Durch Anbringung eines Rollenlabels ist eine genaue Rückverfolgung der einzelnen Rollen möglich.
■ UMREIFUNGSBAND-TYPEN
Material
Kerngrößen in mm
Farbe
Verschlussarten
Verpackung
PP (Polypropylen)
62, 150, 200, 280, 406, Spenderkartons
Hauptfarben: schwarz, weiß /Sonderfarben und Bedruckung sind möglich
KU-Schnallen, Verschlusshülsen, Akkugerät, Halb- oder Vollautomaten
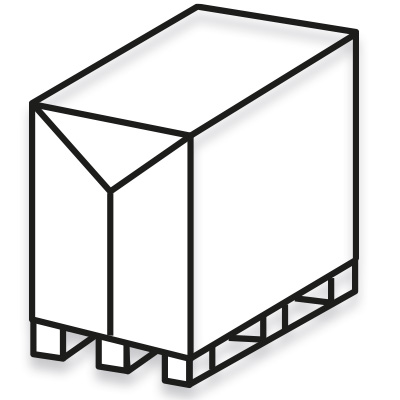
■ FÜLL- UND POLSTERSYSTEME BIETEN ZAHLREICHE VORTEILE FÜR IHR UNTERNEHMEN:
Schutz vor Beschädigung: Unsere Systeme sorgen dafür, dass Ihre Ware während des Transports sicher und unbeschädigt ankommt. Effiziente Nutzung von Kartonage: Durch den gezielten Einsatz von Füllmaterial können Kartonagengrößen reduziert werden, was zu einer optimierten Verpackung führt. Einsparung von Lagerfläche: Weniger Kartonage bedeutet auch eine geringere Lagerfläche, was Ihre Lagerkosten deutlich senken kann. Verbesserte Ergonomie: Unsere Füll- und Polstersysteme tragen zur Verbesserung der Ergonomie am Arbeitsplatz bei, indem sie die Handhabung von Verpackungsmaterial erleichtern. Erhöhte Taktfrequenz: Durch den Einsatz unserer Systeme können Arbeitsprozesse beschleunigt und eine höhere Taktfrequenz erreicht werden.
■ UNTERSCHIEDE ZWISCHEN FÜLLSYSTEM UND POLSTERSYSTEM
FÜLLSYSTEME
Werden gebraucht, um Hohlräume in der Kartonage auszufüllen.
Eignen sich nicht zum Polstern von Produkten
Füllsysteme können sowohl bei leichten aber auch bei schweren Produkten zum Einsatz kommen
Die gängigsten Füllsysteme sind aus Papier, Luftpolsterfolie oder Chips
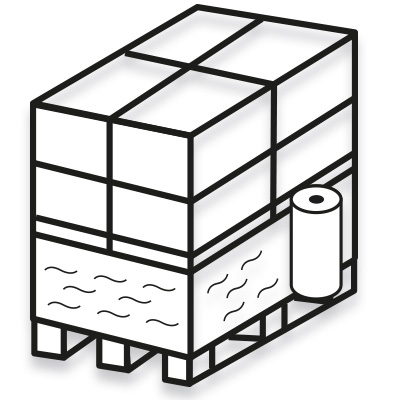
POLSTERSYSTEME
Werden gebraucht, um Produkte vor Stößen und anderen Beschädigungen zu schützen
Diese Polstermaterialien eignen sich nicht zum Ausfüllen von Hohlräumen. Dieses ist zwar möglich, aber aus Kostengründen zu vermeiden.
In den meisten Fällen wird das zu schützende Produkt darin eingewickelt.
Auch diese Materialien können sowohl bei schweren als auch bei leichten Produkten angewandt werden.
Auch hier sind die gängigsten Materialien Papier, Luftpolsterfolie oder Chips
■ FOLIE, PAPIER, CHIPS ODER SCHAUM?
FOLIE
Bei der Luftpolsterfolie unterscheidet man grundsätzlich zwischen Polsterfolien und Füllfolien. Mit einer reinen „Füllfolie“, die eingesetzt wir zum Ausfüllen von Hohlräumen, kann ich nicht Polstern. Mit einer Folie, die zum Polstern von Produkten verwendet wird, sollte man keine Hohlräume füllen, da diese im Vergleich zu Füllfolien teurer sind.
Füllfolien bestehen meist aus mit Luft gefüllten Kissen. Die gängigste Größe ist 200mmx130mm. Es stehen aber auch zahlreiche weitere Größen zur Verfügung. Die verwendeten Materialien sind meistens LDPE Folien (fühlen sich weich an) und HDPE Folie (härter und „knistern“), es gibt aber auch „Bio“-Folien und Recyclingfolien.
Die Polsterfolien sind meisten sogenannte Matten. Die Standartbreite beträft 400mm, ist aber auch bis 800mm verfügbar. Auch diese Polsterfolien sind aus LDPE, sowie „Bio“ oder Recyclingmaterial.
PAPIER
Bei Papier können die Systeme sowohl zum Füllen als auch als Polster verwenden. Da liegt es dann an der Packtechnik wie ich das Papier einsetze. Das Papier besteht aus 100% Recyclingmaterial. Je nach Bedarf gibt es Geräte die direkt am Packplatz sind oder bei größeren Bedarfen zentral aufgestellt werden.
CHIPS
Dieses Material wird immer weniger nachgefragt. Das liegt an der benötigten Lagerfläche (pro Sack 0,5m³) zum anderen am Material (Styropor), es gibt diese auch als Maischips, wobei die Nachhaltigkeit fraglich ist, und der Endkunde möchte dieses Material nicht (Entsorgung und verteilt sich schnell außerhalb von Karton).
Kommen die Chips zur Anwendung, muss der Karton zu 100% gefüllt werden, um eine Polsterung der Ware zu gewährleisten.
SCHAUM
Schaum, als Polstermaterial, kommt immer dann zum Einsatz, wenn es sich um hochwertige oder zum Teil sperrige (z.B. Waschbecken) Produkte handelt. Der verwendete Schaum, ist mit dem aus dem Baumarkt zu vergleichen. Es gibt verschiedene Festigkeitsgrade, je nach Anwendung wird ein spezieller Schaum eingesetzt. der Schaum wird, bei kleineren Bedarfen in Beuteln angeboten und bei größeren wird das Schaumpolster in speziellen Maschinen hegestellt.
■ PALETTENARTEN
■ EINWEGPALETTEN:
Material und Konstruktion: Einwegpaletten sind in der Regel aus preiswertem Holz oder Kunststoff hergestellt und haben eine einfachere Konstruktion. Sie bestehen oft aus dünneren Leisten und sind weniger robust.
Verwendung: Sie sind für den einmaligen Gebrauch konzipiert und werden häufig für den Transport von Gütern verwendet, die keine Rücksendung erfordern. Dies kann kosteneffektiv sein, da die Paletten nicht zurückgesendet werden müssen.
Kosten: Einwegpaletten sind günstiger in der Anschaffung, aber auf lange Sicht können sich die Kosten summieren, wenn sie regelmäßig ersetzt werden müssen.
Umweltauswirkungen: Da sie nur einmal verwendet werden, können sie zur Erhöhung des Abfallaufkommens beitragen, wenn sie nicht ordnungsgemäß recycelt werden.
Standardmaße:
400*600mm
600*800mm
1.200*800mm (mit 5 oder 7 Deckbrettern)
1.200*1.000mm (mit 5 oder 7 Deckbrettern)
Spezialmaße:
Länge bis zu 5.000mm
Breite bis zu 2.400mm
■ MEHRWEGPALETTEN:
Europaletten / Chemiepaletten CP1- CP9
Material und Konstruktion: Mehrwegpaletten, wie die Europalette, sind aus robusteren Materialien wie Hartholz oder strapazierfähigem Kunststoff gefertigt. Sie haben eine stärkere und stabilere Konstruktion mit dickeren Leisten, was sie langlebiger macht.
Verwendung: Sie sind für den wiederholten Einsatz konzipiert und werden häufig in geschlossenen Logistiksystemen verwendet, bei denen die Paletten zwischen verschiedenen Standorten zirkulieren. Dies macht sie ideal für Unternehmen, die regelmäßig Güter transportieren und die Paletten zurückerhalten.
Kosten: Mehrwegpaletten sind teurer in der Anschaffung, aber die Kosten relativieren sich durch die längere Lebensdauer und die Möglichkeit der wiederholten Nutzung.
Umweltauswirkungen: Aufgrund ihrer Wiederverwendbarkeit sind sie umweltfreundlicher, da sie die Menge an Abfall reduzieren und eine nachhaltigere Lösung darstellen.